Since the release of Lawrence David’s 2020 Chassis, you’ve probably been wondering what the KTL paint system is. We’ve put together this short guide to explain what KTL is and why your chassis’ need it.
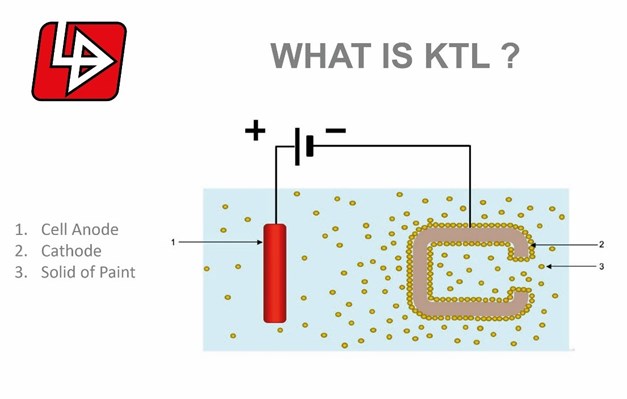
What is KTL?
Cathodic Electrodeposition, cataphoresis, or, the KTL system, is fast becoming the preferred method of coating large, complex metal fabricated products – such as commercial vehicle parts, chassis and heavy machinery.
From the diagram above, you can see that colloidal particles are suspended in a liquid and, when subject to an electric current, bond themselves to the cathode at the negative end of the circuit in a uniform and unbroken layer.
First patented by Davey and General Electric in 1917, the process has changed significantly since then. Cathodic Electrophoretic Deposition was first patented in the 1960s and commercialised during the 70s.
The Process
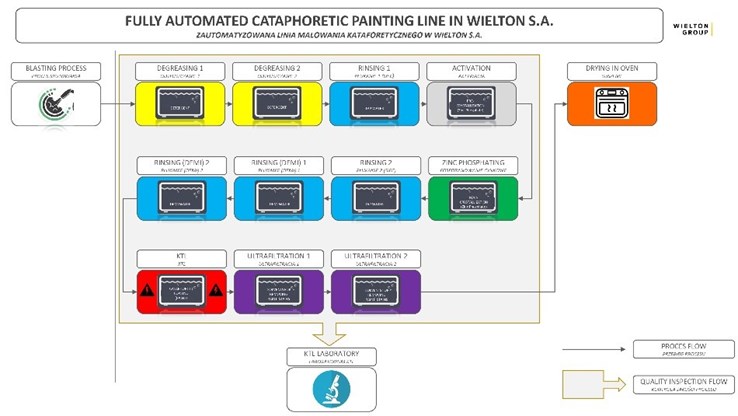
Our industrial process of cathodic electrodeposition consists of several sub-processes outlined in the diagram below.
After shot blasting, the chassis moves through a series of degreasing and rinsing tanks before it is pre-crystallised. It then moves into the main crystallisation phase before it is rinsed again – once in tap water and twice in demineralised water. It moves onto the KTL, or cataphoretic coating stage.
There are 3 main components to the cataphoretic process:
- Anode
- Cathode (in our case, the chassis)
- Paint Solid
The chassis, or cathode, is immersed in a liquid medium containing the paint. An electric current is passed through the liquid and the paint solids migrate to the cathode and are deposited on the surface in a uniform layer.

The main reason for full immersion of the chassis is that it allows the internal cavities to receive the same uniform coating as the external surfaces. This creates an unbroken coating on the trailer chassis which offers the highest corrosion protection on the market.
The chassis then pass through ultra-filtration stages before curing in an oven. The curing process is key to the KTL system as it cross links the polymer and allows the coating, which is porous due to gases created during the cataphoretic process, to flow out and become smooth and continuous.
Once the anti-corrosion protection, or e-coat, has been applied to the chassis, it is then painted with a polyurethane topcoat. This is a wet, two component paint applied by air-coating.
The air coat method allows the use of high solid material, but with a low quantity of thinner – which further reduces our impact on the environment. 2K polyurethane paint cures chemically, as it is applied, by reacting with the hardener. Heating the components to 70oC in an oven accelerates the curing process and reduces the time taken to reach the next stage of the build process – assembly.
Our polyurethane paint increases:
- UV Resistance
- Chemical Resistance
- Humidity Resistance
- Mechanical Resistance for scrunching and impact
The combined e-coat and polyurethane topcoat gives over 1000 hours’ resistance in the salt spray chamber.
After rigorous quality control inspection, the chassis are sent back onto the production line to be completed and stacked ready for transportation to our manufacturing centres in Peterborough.
The Benefits
Aside from the highest levels of corrosion protection available, there are myriad other benefits to the KTL System, for example –
- It’s applicable to a wide range of materials such as metals, ceramics and polymers.
- We can coat all inside cavities as well as outside surfaces using the fully immersive system.
- Modern electrophoretic paint is very environmentally friendly when compared to other painting technologies.
Keeping all elements of production in house allows us to conduct quality checks on the product at every stage of the process. Whether that’s checking the physicochemical parameters of the baths, or simulating corrosive conditions to improve the products further, our eco-friendly process provides the highest penetration of coating in the UK market and dramatically increases the durability and longevity of our products.
2020 and beyond
Our engineers worked closely with Wielton to improve on the trailer chassis we had previously built truck bodies on. We decided to use only British Steel to manufacture the chassis and, with Wielton’s state of the art chassis production facilities, have them robotically welded for unrivalled precision, speed and efficiency.
We are the only manufacturer in the UK to offer the unparalleled KTL Cathodic Dip Paint System and provide a ten-year structural warranty on the bodies we build.
We are the strength behind the haulage industry.
Contact us today to find out when you can receive yours.